[VIP第1年] 指数:3
[VIP第1年] 指数:3
氨氮是指游离氨(或称非离子氨,NH3)或离子氨(NH4+)形态存在的氨。pH较高,游离氨的比例较高;反之,铵盐的比例高。氨氮是水体中的营养素,可导致水富营养化现象产生,是水体中的主要耗氧污染物,对鱼类及某些水生生物有毒害。氨氮对水生物起危害作用的主要是游离氨,其毒性比铵盐大几十倍,并随碱性的增强而增大。氨氮毒性与池水的pH值及水温有密切关系,一般情况,pH值及水温愈高,毒性愈强。常用来测定氨的两个近似灵敏度的比色方法是经典的纳氏试剂法和苯酚-次氯酸盐法;滴定法和电极法也常用来测定氨;当氨氮含量高时,也可采用蒸馏-滴定法。(国标有纳氏试剂法、水杨酸分光光度法、蒸馏-滴定法)处理氨氮废水的方法有哪些?天津污水氨氮处理设备能力

垃圾渗滤液是指在垃圾填埋和堆放过程中,垃圾中有机物质分解产生的水、垃圾中的游离水、降水以及入渗的地下水通过淋溶作用而形成的污水,含有高浓度的氨氮。以下是一些常用的垃圾渗滤液氨氮处理方法:一、吹脱法吹脱法是通过将空气通入水中,使气水充分混合接触,从而破坏氨氮在水中的平衡关系,使水中的溶解性气体和挥发性物质(包括氨氮)透过气液界面到达空气中,实现去除目的。但这种方法需要回调pH值,加入大量的碱,同时为了曝气需要提供风量,因此处理费用较高。此外,转化的氨气需要排到大气中,可能引发新的环境污染问题。二、电化学氧化法电化学氧化法是在电场作用下,将污水中的氨氮转化为氮气(N2),再利用水中次氯酸的氧化作用去除废水中的氨氮。这种方法去除效率高,对难降解污染物也能有效去除,且反应快速。然而,耗电量大,运行成本很高,因此在实际应用中受到一定限制。山东化工污水氨氮处理设备定制高效节能氮氮处理设备。

垃圾渗滤液氨氮处理方法:还可以采用折点氯化法、MAP沉淀法、离子交换法以及膜分离法等方法去除垃圾渗滤液中的氨氮。折点氯化法:将氯气或次氯酸钠通入废水中的NH3-N氧化成N2的化学脱氮工艺。处理率高,效果稳定,不受温度影响,但运行费用较高,只适用于处理低浓度氨氮废水。MAP沉淀法:在氨氮废水中投加磷盐和镁盐,使废水中污染物生成溶解度很小的沉淀物或聚合物,达到去除氨氮的效果。废水中氨氮能作为肥料得以回收,但三者之间的比例需要控制得当。离子交换法:选用对NH4+离子有很强选择性的沸石作为交换树脂,可以很好地去除氨氮。沸石使用成本低,对NH4+有很强的选择性。该工艺简单、投资省,具有较高的去除率和稳定性,适用于中低浓度的氨氮废水。膜分离法:利用膜的选择透过性,将废水中的氨氮与其他物质分离。这种方法通常与其他处理方法联合使用,以提高去除效率。
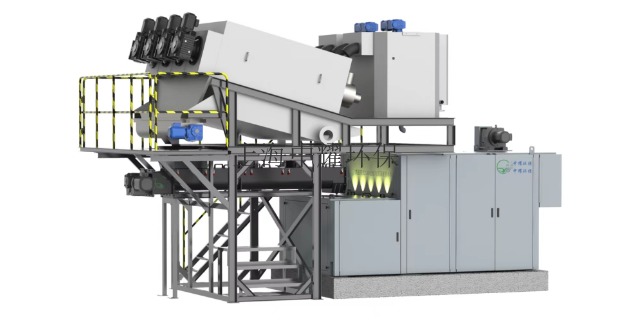
污水氨氮处理设备1、占地面积小:采用集成模块化设计,大大减小设备的体积。一般处理400吨/天的装置主体设备占地大约70—90平方米。设备设计紧凑,模块块化设计,可以根据客户现场实际情况做调整摆放。2、设备运行不堵塞、根据不同水质选用不同的填料。配合亿之源公司生产的防堵塞药剂使用药剂在填料表面形成保护膜,从而保证设备运行不堵塞。一般设备填料使用周期10年,3、设备使用寿命长:只需正常维护保养,设备运行寿命8到10年,期间不需要更换内件。可以根据实践情况选择全不锈钢或不锈钢+pp材质。确保设备经久耐用。4、不产生二次污染:成套设备全密封运行,对氨氮合理回收,一般情况下,设备运行时,设备周边只有少量异味,从而保证对周边环境不产生二次污染。5、根据我们工程实践,一般企业污水氨氮处理后,COD的降幅在10~60%左右。根据不同水质会有相应的变化,例如,对于垃圾渗滤液的COD去除一般在60%左右。6、设备技术成熟且运用领域广:适合化工、化肥、冶金、焦化、垃圾渗滤液、医药、食品、矿山、稀土、印染、电厂、光伏、皮革等行业的污水氨氮治理。7、自动化程度高,可以客户不同需求。氨氮排放标准是怎么样的?

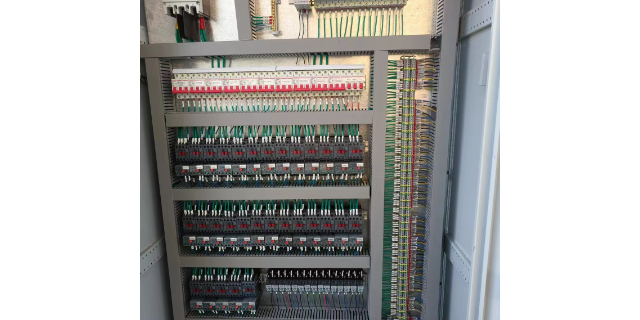
氨氮废水处理设备通常由预处理系统、反应系统、生物处理系统和控制系统等部分组成。预处理系统:主要负责废水的初步处理,通过格栅、沉淀池等设施去除废水中的悬浮物和颗粒物,为后续处理提供条件。反应系统:通过加药、氧化等化学方法去除废水中的氨氮。常见的化学方法有混凝沉淀、吹脱、离子交换等。生物处理系统:利用微生物的代谢作用将废水中的氨氮转化为氮气。常见的生物处理方法有活性污泥法、生物膜法、生物滤池等。控制系统:负责整个设备的运行监控和参数调节,确保设备的稳定运行和高效处理。难降解的氨氮废水处理?山东医疗污水氨氮处理设备技术
针对氨氮废水处理的工艺。天津污水氨氮处理设备能力
氨氮去除设备是专门用于处理废水中氨氮含量的设备。我们产品的优势:1、氨氮去除效率高:氨氮去除率在98%以上。通常可以达到99.5%以上。2、设备运行费用低:设备一年春、夏、秋三季在常温下运行不需要蒸汽,冬天运行只需要少量蒸汽,通常处理1吨污水电费、药剂费在6-8元左右。3、占地面积小:采用集成模块化设计,大大减小设备的体积。一般处理400吨/天的装置主体设备占地大约70—90平方米。4、设备运行不堵塞、根据不同水质选用不同的填料。配合我公司生产的防堵塞药剂使用药剂在填料表面形成保护膜,从而保证设备运行不堵塞。5、设备使用寿命长:只需正常维护保养,设备运行寿命8到10年,期间不需要更换内件。6、不产生二次污染:成套设备全密封运行,对周边环境不产生二次污染。7、根据我们工程实践,一般企业污水氨氮处理后,COD的降幅在10~60%左右。8、设备技术成熟且运用领域广:适合化工、化肥、冶金、焦化、垃圾渗滤液、医药、食品、矿山、稀土、印染、电厂、光伏、皮革等行业的污水氨氮治理。天津污水氨氮处理设备能力
文章来源地址: http://huanbao.chanpin818.com/wsclsb/wsclctsb/deta_26608602.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。