[VIP第1年] 指数:3
[VIP第1年] 指数:3
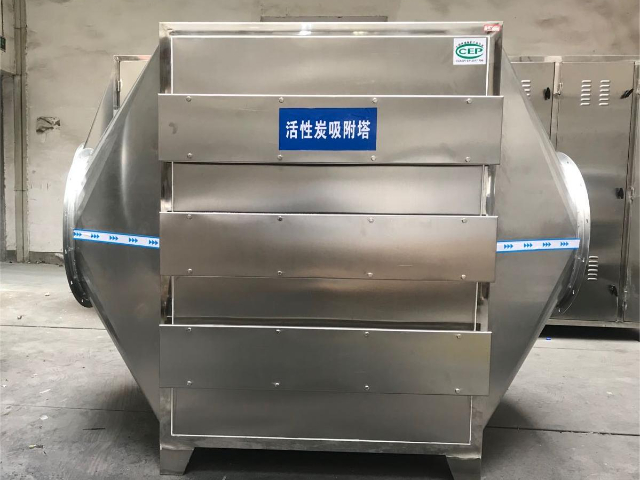
RCO催化燃烧技术是一种结合催化氧化和再生式热交换技术的VOCs处理方法。该技术通过催化剂降低氧化反应的活化能,使VOCs在较低的温度下与氧气发生反应,生成二氧化碳和水。同时,利用再生式热交换技术回收废气的热量,提高能效。不锈钢材质因其良好的耐腐蚀性和热稳定性,成为RCO催化燃烧设备的主要材料。RCO催化燃烧设备内部主要由高效换热器、不锈钢炉膛、隔离式加热器以及装载有催化剂的催化燃烧室等组成。废气首先经过预处理(除尘除油除湿),以去除可能损害催化剂的杂质。然后,废气进入催化燃烧室,在催化剂的作用下,与氧气发生反应,生成二氧化碳和水。此过程中,废气释放的热量被热储存材料(通常为陶瓷)吸收,用于预热下一批进入RCO装置的废气。催化燃烧反应是放热反应,通过换热器将热量回收利用,达到节能的目的。小风量RCO催化燃烧设备在安全性方面进行了全方面考虑。徐州不锈钢RCO催化燃烧设备厂家

RCO催化燃烧技术具有很强的适应性。它不只能够处理橡胶行业产生的高浓度有机废气,还能够适应废气成分经常发生变化或废气浓度波动较大的场合。这种适应性使得RCO技术在橡胶行业中的应用更加普遍和灵活。同时,由于RCO技术采用催化燃烧的方式处理废气,避免了传统燃烧方法可能产生的二次污染问题。催化燃烧过程中产生的热量也得以回收利用,减少了能源浪费和碳排放。因此,RCO技术在环保效益方面表现出色,符合当前绿色、低碳、循环的发展理念。在橡胶行业中,RCO催化燃烧技术已经得到了普遍应用。例如,在轮胎制造过程中产生的橡胶废气处理中,RCO技术凭借其高效的净化能力和明显的节能效果受到了企业的青睐。通过采用RCO技术处理废气,企业不只达到了环保要求,还降低了生产成本和能源消耗。江苏不锈钢RCO催化燃烧设备工厂直销碳钢RCO催化燃烧技术能够在较低的温度下实现高效的VOCs(挥发性有机化合物)去除。

RCO催化燃烧技术以其高效的净化能力而著称。该技术利用贵金属催化剂(如铂、钯等)在较低温度下促进有机废气的无焰燃烧,将废气中的有害物质如苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等转化为无害的二氧化碳和水。这种催化燃烧过程不只降低了起燃温度,还提高了反应速率和净化效率,使得RCO技术在处理橡胶行业产生的高浓度有机废气时表现出色。净化效率通常可达到95%以上,甚至高达99%,确保了废气排放达到国家及地方环保标准。RCO催化燃烧技术的另一大优势在于其明显的节能效果。该技术通过蓄热材料(如陶瓷填料)在废气进出时进行热量交换,实现了热量的回收利用。废气在进入催化燃烧室前,先经过蓄热区吸收热量升温至催化剂起燃温度;而在氧化反应后产生的高温废气离开燃烧室时,其热量又被转移到另一侧的蓄热区,用于预热后续进入的有机废气。这种热量循环机制降低了运行能耗,使得RCO系统在处理橡胶废气时,只需较小的外部补充能量即可维持系统的稳定运行。此外,余热还可用于其他生产环节,如烘干工作,进一步降低能源消耗,实现节能减排的目标。
RCO催化燃烧技术通过催化剂的作用,能够在较低的温度下将有机废气中的有害物质氧化分解为无害的CO2和H2O。这一过程明显提高了处理效率,通常可以达到95%以上,甚至在某些情况下,有害物质浓度可以降低90%以上。这种高效的净化能力使得RCO技术在涂装行业中得到了普遍应用,特别是在处理复杂且高浓度的有机废气时,表现出了良好的性能。传统的废气处理方法,如直接燃烧或吸附法,往往存在二次污染的风险。直接燃烧法需要高温,不只能耗高,还可能产生氮氧化物等有害副产物;而吸附法则存在吸附剂饱和后需要更换或再生的问题,再生过程中也可能产生二次污染。相比之下,RCO催化燃烧技术通过将有机物分解为无害的CO2和H2O,彻底避免了二次污染的产生。这一特性使得RCO技术在环保要求日益严格的现在,成为了涂装行业废气处理的第1选择方案。不锈钢RCO催化燃烧技术凭借其高效、环保、节能等优势。

RCO催化燃烧技术利用催化剂降低有机物的活化能,使得反应在较低的温度下就能进行,从而降低了能耗。此外,该技术还具有热回收功能,可以将废气处理过程中产生的余热回收并重新利用,如返回干燥通道减少电耗,或作为其他方面的热源。这种高效的能源利用方式不只降低了企业的运营成本,也符合节能减排的环保理念。RCO催化燃烧设备的设计相对简单,主要由换热器、催化床、电加热器、燃烧室、蓄热器等部件组成。这些部件结构紧凑,易于安装和维护。同时,设备采用了先进的自动控制系统,实现了操作过程的自动化和智能化,提高了运行的稳定性和可靠性。此外,设备还设有防火系统、防爆泄压系统、超温报警系统等多重安全保障措施,确保了设备运行过程中的安全性。RCO催化燃烧设备配备了先进的PLC电控柜和温度显示仪表等智能化控制设备。徐州不锈钢RCO催化燃烧设备厂家
RCO催化燃烧设备在操作上简便可靠,降低了企业的运维难度和成本。徐州不锈钢RCO催化燃烧设备厂家
不锈钢RCO催化燃烧技术的节能特性同样令人瞩目。该技术采用了蓄热技术,将燃烧过程中产生的高温废气中的热能储存起来,再通过热交换器将这部分热能用于预热进入反应器的废气。这种能量回收的方式提高了设备的能效,降低了能源消耗。据统计,相比传统的废气处理方式,RCO设备的能耗可降低约30%以上。同时,由于催化剂的高效作用,RCO设备在废气处理过程中不需要额外消耗大量的燃料。这不只节省了资源,还减少了二氧化碳等温室气体的排放,对于应对全球气候变化具有重要意义。徐州不锈钢RCO催化燃烧设备厂家
文章来源地址: http://huanbao.chanpin818.com/qthbsb/deta_24956450.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。